Электроэрозионный сверлильный центр с ЧПУ (супердрель) ADAX54
ADAX54Под заказ
Высокоскоростной электроэрозионный сверлильный центр с ЧПУ.
Максимальный вес заготовки, на стол -260 кг;
Перемещения по осям X/ Y/ W - 500x350x440 мм;
Перемещение шпиндельной головки, ось Z- 360 мм;
Диаметры используемых электродов- 0,1-3,0 мм;
Длина используемых электродов до 500 мм.
От 38 455 966,66 KZT
Цена c НДС, с учетом доставки до завода покупателя. Пуско-наладочные работы и обучение оплачиваются сервисной компании отдельно.
Расчетная цена от 38 455 966,66 KZT по курсу на 31.03.2026
Высокоскоростное электроэрозионное сверление последовательности отверстий, в том числе микроотверстий, с управляемыми линейными осями XY, осью Z для позиционированием шпиндельной головки с направляющей электрода по высоте относительно заготовки и автоматической подачей электрода по оси W с точным контролем глубины проникновения. Опционально станок комплектуется автоматическими сменщиками электродов и направляющих, а также повортным столом.
Обрабатываемый материал
Все токопроводящие материалы, включая: сталь, медь, алюминиевые сплавы, твердые сплавы, титан, жаропрочные стали -
Конструкция и особенности
Компактная симметрическая конструкция с использованием искусственного мрамора, с неподвижным рабочим столом.
Основные параметры
Тип генератора импульсов - Высокочастотный многоканальный на базе MOSFET транзисторов с цифровым управлением
Максимальный ток генератора, А -
Дополнительные опции
Чтобы оставить отзыв, необходимо авторизоваться
Основные параметры
Конструкция
Неподвижный стол
Ход по осям X/Y/Z, мм
500 / 350 / 440
Управляемые оси
ЧПУ, до 6 осей
Диаметры используемых электродов
0,1-3,0 мм
Рабочая зона XY
500x400 мм
Макс. высота детали, мм
350
Сенсорный монитор
В базе
Бренд
Abamet.ru
Вид номенклатуры
30
Диаметры используемых электродов, мм - 0,1-3,0
Максимальная высота заготовки на рабочем столе , мм - 350 (при обработке на наклонно-поворотном столе -200 мм)
Максимальный вес заготовки, кг - 260 (30 на планшайбе наклонно-поворотного стола)
Перемещения по осям X/ Y, мм - 500х350
Перемещения электрода, ось W, мм - 440
Перемещение шпиндельной головы, ось Z, мм - 360
Размер рабочего стола, мм - 600 х400 (мрамор с сеткой резьбовых отвертий М8 )
Размер поддона с ограждением от брызг вокруг рабочего стола, мм - 950x725 (макс. размеры заготвки при обработке с ограждением)
Расстояние от направляющей до стола, мин/мах, мм - 35–395
Длина используемых электродов, мм - 200/300/400/500
Материал электродов - латунь/медь/медь-вольфрам
Скорость вращения электрода, об/минг - 0-200
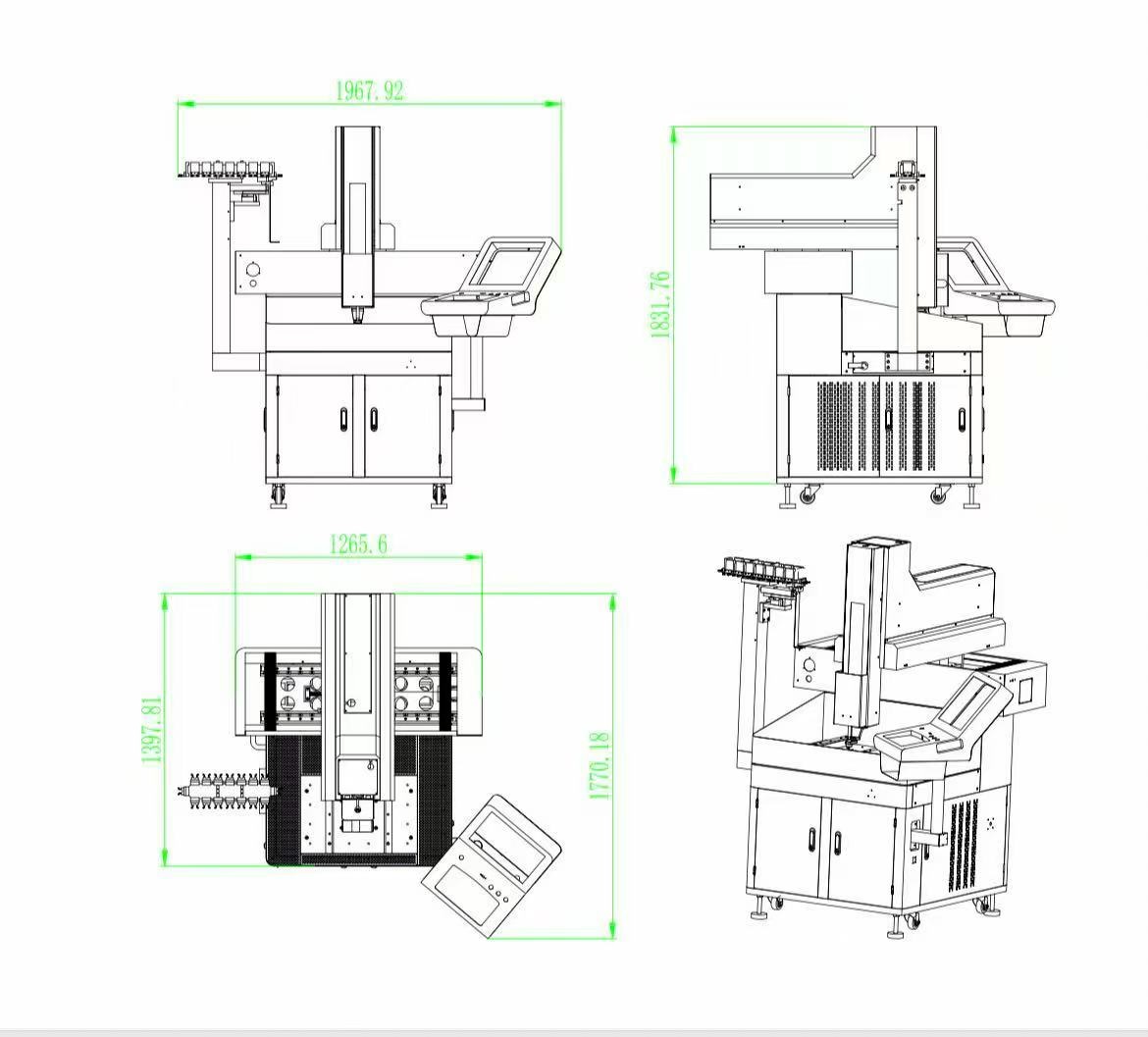
Габаритные размеры станка ДxШxВ, мм - 1398x1266x1832
Габаритные размеры установки - 1770х1968 (с ATC16)х1832
Вес станка, кг - 1200
Электропитание - 380-400+/-10% В, 3-фазы 50/60Гц
Полная подключаемая мощность, кВА - 4,5
Необходимое давление сжатого воздуха, бар - 6-8
Максимальный расход воздуха, лит/мин - 60
-
Основные технологические параметры
Скорость сверления, мм/мин - от 5 до 120 в зависимости от материала и диаметра электрода
Скорость сверления стали электродом Ø1 мм, мм/мин - 25 ( сквозное на глубину 40 мм)
Износ электрода Ø1 мм, латунь/сталь, % - 30-50 (зависит от приоритета обработки)
Искровой зазор, на размер (электрода Ø1 мм), мм - 0,1 (среднее значение)
Максимальная глубина сверления, мм - 200
Соотношение глубины сверления и диаметра электрода - 1:300
Минимальная шероховатость обработанной поверхности, мкм - Ra1,0 (поверхность без оксидного слоя, без микротрещин)
Функция начала обработки с малого тока с плавным его нарастанием - Стандарт. Обеспечивает прямолинейный вход электрода при любой кривизне поверхности заготовки, а также отсутствие заусенец и прижогов на поверхности
Система контроля проникновения электрода - Стандарт. Обеспечивает точный контроль глубины сверления. Три возможности контроля: G34-по заданной глубине и величине износа, G35 - с использованием повторных измерений и расчета необходимой глубины, G36- по изменению напряжения и скорости.
Система управления
Контроллер - Двух процессорная конфигурация на базе промышленного персонального компьютера (IPC). SSD 32Гб, USB
Особенность - 6 координатное управление, с индикацией и заданием позиций, глубины обработки, износа электрода, текущего режима и параметров обработки, времени обработки и т.д.
Операционная система - Linux
Язык интерфейса - Английский, китайский
Монитор для отражения информации - LCD 15” сенсорный
Устройства ввода - Стандартная клавиатура и оптическая мышь, USB
Привод осей XYZ - AC cервопривода Maxsine/Panasonic со встроенными датчиками положения
Интерполяция - линейная (опция - ЭЭ фрезерование)
Разрешение измерительной системы осей XY, мм - 0,001
Точность позиционирования по осям XYZW, мм - 0,01
Повторяемость, мм - 0,005
Функция предотвращения столкновения - Стандарт
Импорт 2D моделей - Чертежи формата DXF, а также УП (NC) проволочно-вырезных станков, напрямую импортируются в программное обеспечение для редактирования и управления, а траектория обработки генерируется автоматически, обработка выполняется одним щелчком мыши.
База режимов обработки для различных пар материалов - Стандарт
Эксперная система - Для автоматического подбора параметров обработки необходимо внести данные о материале заготовки, диаметре электрода и требований к обработке. Параметры обработки отверстий могут быть отредактированы вручную и сохранены.
Система ADC (auto depth control) - автоматического задания глубины обработки с учетом износа электрода - Стандарт
Графическое отслеживание обработки в реальном времени - Информация о положении отверстия отображается на экране дисплея, а траектория обработки автоматически отслеживается и может быть отредактирована в любой момент время.
Автоматическая сигнализация об износе электрода. - Электрод автоматически возвращается в верхнее предельное положение и останавливает обработку
Перевод из метрической в дюймовую систему - Стандарт
Скорость перемещения по оси Z - Регулируемая
Количество скоростей перемещения по осям XY - 3
Формат управляющей программы - G/M коды
Использование подпрограмм - Стандарт
Автоматические циклы базирования по детали - Стандарт
Автоматический цикл нахождения угла разворота заготовки - Стандарт
Базирование по оси Z с автоматическим остановом после касания - Стандарт
Автоматическая привязка и обнуление положения электрода по оси Z при последовательном сверлении - Стандарт
Функция сохранения параметров при отключении электропитания - Стандарт
Подсчет машинного времени - Стандарт
Пульт дистанционного управления - Стандарт
Подготовка станка для работы с удаленным контролем и мониторингом состояния станка - Стандарт
Стандартная система подготовки диэлектрика
- Бак из нержавеющей стали AISI 304. Система оснащена пневматическим бустерным насосом для подачи диэлектрика через электрод и электрическим насосом для фильтрации и циркуляции рабочей жидкости
Шпиндель вращения из высоколегированной вольфрамовой стали, с гермитичной многослойной водонепроницаемой конструкцией.
Чугунные опоры
Подача дополнительной промывки через форсунку вокруг направляющей электрода
Светодиодное освещение рабочей зоны
Комплект монтажного инструмента (отвертки, ключи, шестигранные ключи) в ящике
Патрон для электродов диаметром 0,15 … 4,0 мм
Рубиновая направляющая для электрода Ø1.0 мм, 1 шт.
Рубиновая направляющая для электрода Ø0.5 мм, 1 шт.
Комплект электродов Ф1.0 мм (туба 100 штук)
Комплект электродов Ф0.5 мм (туба 100 штук)
Комплект резиновых уплотнителей электрода
Фильтр рабочей жидкости 340х300 мм, 1 шт.
Микрофильтр TW35, 1 шт.
Комплект технической документации на Английском языке 1экз., на русском языке на компакт диске
Протокол проверки точности оборудования
Защита от брызг
Экспортная упаковка в деревянном ящике
Опция, включенные в базовую комплектацию
Поддержка заданного уровня проводимости диэлектрика
Автоматическая поддержка электрода при движении по оси Z, для исключения изгибания и вибрации электрода во время обработки
Планировка станка ADAX54
Супердрели
Технические характеристики
Тип обработки
Высокоскоростное электроэрозионное сверление последовательности отверстий, в том числе микроотверстий, с управляемыми линейными осями XY, осью Z для позиционированием шпиндельной головки с направляющей электрода по высоте относительно заготовки и автоматической подачей электрода по оси W с точным контролем глубины проникновения. Опционально станок комплектуется автоматическими сменщиками электродов и направляющих, а также повортным столом.
Обрабатываемый материал
Все токопроводящие материалы, включая: сталь, медь, алюминиевые сплавы, твердые сплавы, титан, жаропрочные стали -
Конструкция и особенности
Компактная симметрическая конструкция с использованием искусственного мрамора, с неподвижным рабочим столом.
Основные параметры
Тип генератора импульсов - Высокочастотный многоканальный на базе MOSFET транзисторов с цифровым управлением
Максимальный ток генератора, А - 30
Диаметры используемых электродов, мм - 0,1-3,0
Максимальная высота заготовки на рабочем столе , мм - 350 (при обработке на наклонно-поворотном столе -200 мм)
Максимальный вес заготовки, кг - 260 (30 на планшайбе наклонно-поворотного стола)
Перемещения по осям X/ Y, мм - 500х350
Перемещения электрода, ось W, мм - 440
Перемещение шпиндельной головы, ось Z, мм - 360
Размер рабочего стола, мм - 600 х400 (мрамор с сеткой резьбовых отвертий М8 )
Размер поддона с ограждением от брызг вокруг рабочего стола, мм - 950x725 (макс. размеры заготвки при обработке с ограждением)
Расстояние от направляющей до стола, мин/мах, мм - 35–395
Длина используемых электродов, мм - 200/300/400/500
Материал электродов - латунь/медь/медь-вольфрам
Скорость вращения электрода, об/минг - 0-200
Габаритные размеры станка ДxШxВ, мм - 1398x1266x1832
Габаритные размеры установки - 1770х1968 (с ATC16)х1832
Вес станка, кг - 1200
Электропитание - 380-400+/-10% В, 3-фазы 50/60Гц
Полная подключаемая мощность, кВА - 4,5
Необходимое давление сжатого воздуха, бар - 6-8
Максимальный расход воздуха, лит/мин - 60
-
Основные технологические параметры
Скорость сверления, мм/мин - от 5 до 120 в зависимости от материала и диаметра электрода
Скорость сверления стали электродом Ø1 мм, мм/мин - 25 ( сквозное на глубину 40 мм)
Износ электрода Ø1 мм, латунь/сталь, % - 30-50 (зависит от приоритета обработки)
Искровой зазор, на размер (электрода Ø1 мм), мм - 0,1 (среднее значение)
Максимальная глубина сверления, мм - 200
Соотношение глубины сверления и диаметра электрода - 1:300
Минимальная шероховатость обработанной поверхности, мкм - Ra1,0 (поверхность без оксидного слоя, без микротрещин)
Функция начала обработки с малого тока с плавным его нарастанием - Стандарт. Обеспечивает прямолинейный вход электрода при любой кривизне поверхности заготовки, а также отсутствие заусенец и прижогов на поверхности
Система контроля проникновения электрода - Стандарт. Обеспечивает точный контроль глубины сверления. Три возможности контроля: G34-по заданной глубине и величине износа, G35 - с использованием повторных измерений и расчета необходимой глубины, G36- по изменению напряжения и скорости.
Система управления
Контроллер - Двух процессорная конфигурация на базе промышленного персонального компьютера (IPC). SSD 32Гб, USB
Особенность - 6 координатное управление, с индикацией и заданием позиций, глубины обработки, износа электрода, текущего режима и параметров обработки, времени обработки и т.д.
Операционная система - Linux
Язык интерфейса - Английский, китайский
Монитор для отражения информации - LCD 15” сенсорный
Устройства ввода - Стандартная клавиатура и оптическая мышь, USB
Привод осей XYZ - AC cервопривода Maxsine/Panasonic со встроенными датчиками положения
Интерполяция - линейная (опция - ЭЭ фрезерование)
Разрешение измерительной системы осей XY, мм - 0,001
Точность позиционирования по осям XYZW, мм - 0,01
Повторяемость, мм - 0,005
Функция предотвращения столкновения - Стандарт
Импорт 2D моделей - Чертежи формата DXF, а также УП (NC) проволочно-вырезных станков, напрямую импортируются в программное обеспечение для редактирования и управления, а траектория обработки генерируется автоматически, обработка выполняется одним щелчком мыши.
База режимов обработки для различных пар материалов - Стандарт
Эксперная система - Для автоматического подбора параметров обработки необходимо внести данные о материале заготовки, диаметре электрода и требований к обработке. Параметры обработки отверстий могут быть отредактированы вручную и сохранены.
-
Стандартная система подготовки диэлектрика
- Бак из нержавеющей стали AISI 304. Система оснащена пневматическим бустерным насосом для подачи диэлектрика через электрод и электрическим насосом для фильтрации и циркуляции рабочей жидкости
Шпиндель вращения из высоколегированной вольфрамовой стали, с гермитичной многослойной водонепроницаемой конструкцией.
Чугунные опоры
Подача дополнительной промывки через форсунку вокруг направляющей электрода
Светодиодное освещение рабочей зоны
Комплект монтажного инструмента (отвертки, ключи, шестигранные ключи) в ящике
Патрон для электродов диаметром 0,15 … 4,0 мм
Рубиновая направляющая для электрода Ø1.0 мм, 1 шт.
Рубиновая направляющая для электрода Ø0.5 мм, 1 шт.
Комплект электродов Ф1.0 мм (туба 100 штук)
Комплект электродов Ф0.5 мм (туба 100 штук)
Комплект резиновых уплотнителей электрода
Фильтр рабочей жидкости 340х300 мм, 1 шт.
Микрофильтр TW35, 1 шт.
Комплект технической документации на Английском языке 1экз., на русском языке на компакт диске
Протокол проверки точности оборудования
Защита от брызг
Экспортная упаковка в деревянном ящике
Опция, включенные в базовую комплектацию
Поддержка заданного уровня проводимости диэлектрика
Автоматическая поддержка электрода при движении по оси Z, для исключения изгибания и вибрации электрода во время обработки
Планировка станка ADAX54
Система ADC (auto depth control) - автоматического задания глубины обработки с учетом износа электрода
Стандарт
Графическое отслеживание обработки в реальном времени - Информация о положении отверстия отображается на экране дисплея, а траектория обработки автоматически отслеживается и может быть отредактирована в любой момент время.
Автоматическая сигнализация об износе электрода. - Электрод автоматически возвращается в верхнее предельное положение и останавливает обработку
Перевод из метрической в дюймовую систему - Стандарт
Скорость перемещения по оси Z - Регулируемая
Количество скоростей перемещения по осям XY - 3
Формат управляющей программы - G/M коды
Использование подпрограмм - Стандарт
Автоматические циклы базирования по детали - Стандарт
Автоматический цикл нахождения угла разворота заготовки - Стандарт
Базирование по оси Z с автоматическим остановом после касания - Стандарт
Автоматическая привязка и обнуление положения электрода по оси Z при последовательном сверлении - Стандарт
Функция сохранения параметров при отключении электропитания - Стандарт
Подсчет машинного времени - Стандарт
Пульт дистанционного управления - Стандарт
Подготовка станка для работы с удаленным контролем и мониторингом состояния станка - Стандарт